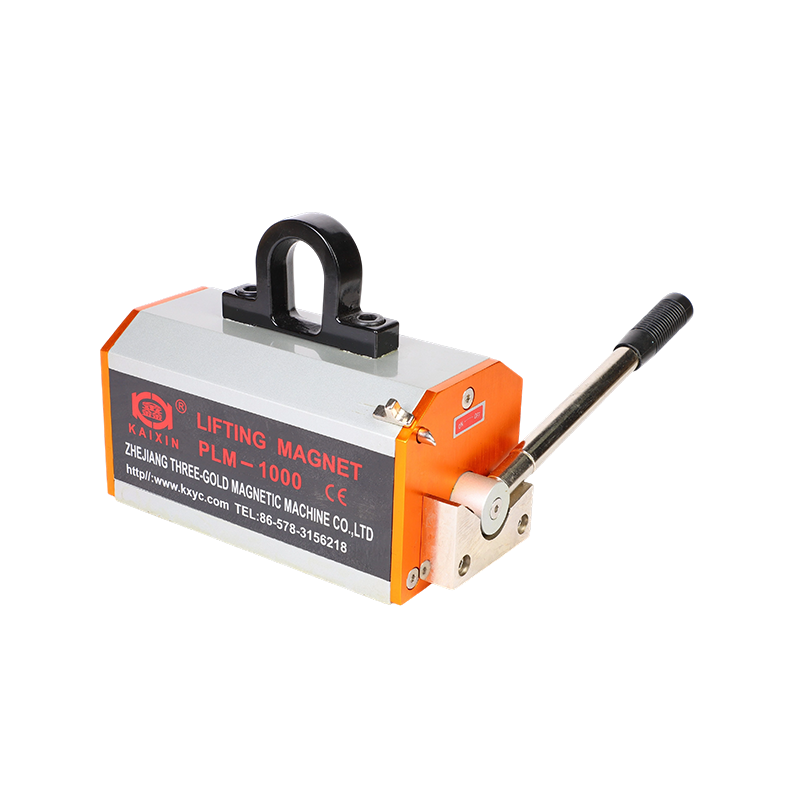
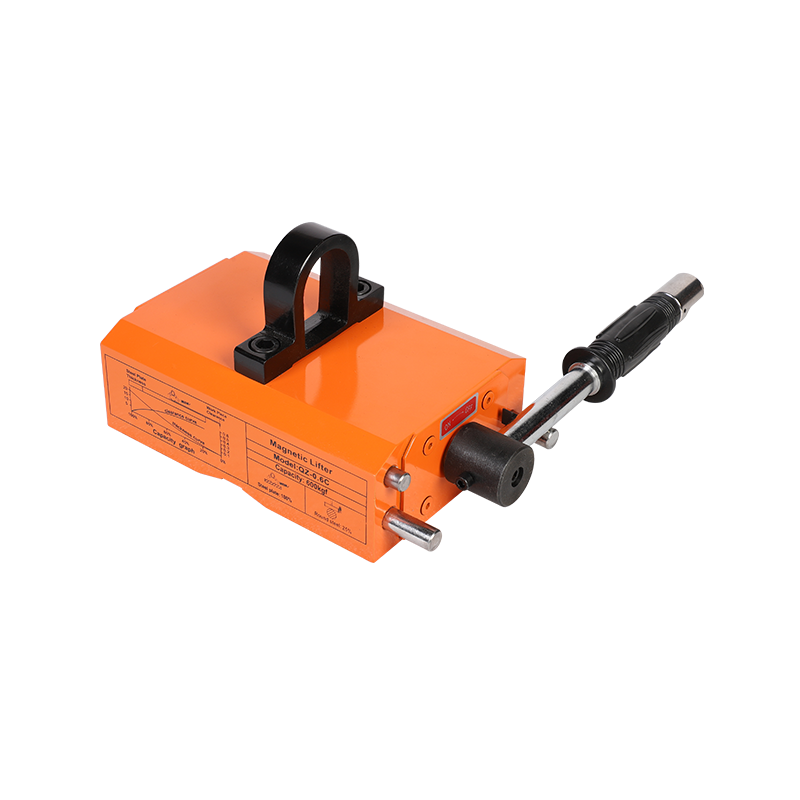
When discussing whether a Lifting Permanent Magnet can be used on irregular or rough workpieces, it is essential to understand how magnetic flux interacts with surface geometry. A magnetic lifter operates by creating a closed magnetic circuit between its internal magnet and the ferromagnetic material being lifted. On flat, clean steel plates, this connection is highly efficient, allowing the magnet to deliver its rated lifting force. However, when the surface becomes curved, uneven, rusty, or textured, the air gaps between the magnet and the workpiece reduce the strength of magnetic attraction. This causes concerns regarding load security, lifting stability, and safety compliance. Manufacturers generally provide performance guidelines for different surface conditions, but effective on-site operation requires practical judgment and consistent inspection before each lifting activity.

Surface irregularity directly influences the magnet’s ability to form a continuous magnetic path. Any gap, whether caused by corrosion, mill scale, weld beads, cast textures, or curved profiles, introduces resistance to the magnetic circuit. Even a small air gap can significantly reduce lifting capacity, sometimes by more than half of the rated value. For this reason, loads with pronounced unevenness or curved contours require derating and careful evaluation before lifting. Operators should also consider the thickness of the material, as thinner steel limits the magnet’s ability to achieve full saturation. In applications involving rough steel blocks, semi-finished castings, or machine components with complex shapes, testing the magnet’s grip with a controlled upward force before proceeding with a full lift is an important safety practice. A magnet that performs well on flat stock may not achieve sufficient adhesion on uneven surfaces unless adjustments or support accessories are used.
Safe handling begins with inspecting the material surface. Removing loose rust, dirt, oil, or mill scale increases the magnet’s effective contact area and improves gripping strength. If the surface has deep grooves or casting pits, placing the magnet on the flat available zone helps improve magnetic contact. Operators must verify that the lifter is centered on the load to prevent tilting or unexpected release. It is advisable to lift the load slightly at one and observe whether any corner begins to slip. When lifting pipes or curved components, specialized V-groove bases or adapters are often required to maintain stability. Using a magnet directly on a curved profile without appropriate support introduces a high risk because point contact drastically reduces holding force. Personnel should also avoid shock loading; sudden jerks can break the magnetic connection even if the initial grip feels strong. Maintaining a controlled lifting speed, ensuring proper alignment of the hoist hook, and preventing vibration during movement all contribute to safer operation.
Not all metals respond equally to magnetic lifting. Low-carbon steel provides strong magnetic conductivity, whereas high-carbon steel, alloy steel, or materials with high hardness have reduced magnetic permeability. An irregular surface combined with lower magnetic permeability further decreases holding performance. Operators must evaluate both the shape and the metallurgical composition of the load. For the cast, the processed area is recommended. If the part geometry prevents adequate contact, mechanical clamps or slings may be necessary to supplement the magnetic lifter. No magnet should be used beyond its rated capacity, and derating guidelines should be applied whenever a significant air gap exists. Additional caution is required when handling workpieces with varying thicknesses, as magnetic penetration may differ from one section to another, affecting balance during lifting.




PRODUCTS

CONTACT US
Copyright @Zhejiang Three-gold Magnetic Machine Co., Ltd. All rights reserved
Magnetic Lifting Tools Manufacturers
 English
English
 中文简体
中文简体
 русский
русский
 عربى
عربى